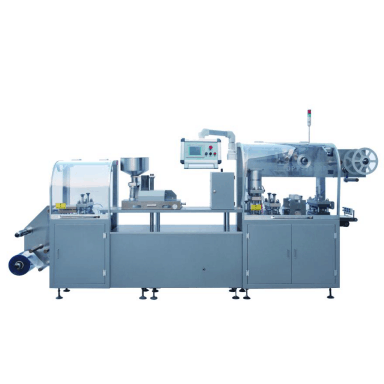
泡罩包装机日常维护的技术要求主要分为六大要点。
(1) 铝塑包装机要求每班后清理干净。清洗部位包括各种活动件以及下网纹板、成型板、冲孔刀等。
(2) 每周注油一次,将油注入各运动部件、每个工作站的导轴中,将进给导轴冲出四个导轴,下加热板有四个导轴。本产品使用食品级专用润滑油和钙基脂肪油(注意传动部分同步齿带禁止加油,链轮部分加注钙基脂肪油)。
(3) 每三个月进行一次维护保养,包括检查泡罩包装机各运动部件运动是否平稳无卡涩,轴承是否损坏,模具是否损坏,叠放的簧片是否折断。
(4) 每年的内部检修,包括铝塑泡罩包装机的全面检修和设备异常部位的调整。更换易损件。易损件见设备手册。
(5) 本操作规程是为了保证设备的正常运行,延长使用寿命。它是一个标准和统一的使用过程指南。
(6) 操作注意事项:
① 在设备运行过程中,操作人员应尽量不要用手按压和拉动运行中的PVC,只有当PVC停止时才可使用;
② 当PVC移动和停止时,不要拉动导向轮上的PVC。
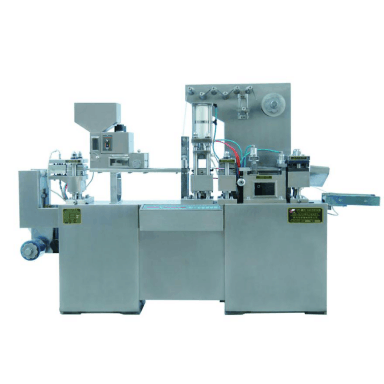
Debug automatic blister packing machine start-up operation steps and principle description
(1) 再次检查PVC,铝箔按安装要求就位,各运动部件无异物,平台上PVC无异物,操作模拟面板上红色指示灯不亮。
(2) 按下主电机按钮,主电机指示绿灯亮,等待5-7秒(此时,各工作完全打开,此时不移动,移动送风钳在最近端,这两种状态和位置是调试的起点)。
(3) 按运行按钮,指示绿灯亮,设备为泡罩包装机。此时,每个工作站都保持不活动状态。移动气夹向前移动。移动气夹驱动PVC通过加热板。PVC经I加热后到达成型工位。远程的。成型站完全关闭,PVC被压缩,微开关发出信号,电磁阀启动,压缩空气被提供。
(4) 移动气夹继续向前推动PVC。当第一个成型泡罩到达热封板时,查看计数器上显示的数字。这个数字是循环中的步骤数。
(5) 移动气夹,再次向前推动PVC并到达冲孔刀。冲孔工位的封闭药板被冲出。药片冲出后,其前、后、左、右位置应对称。剩下的垃圾由垃圾电机驱动,包裹在垃圾收集站周围。此时,设备完成一个完整的运动周期,并且设备在运行状态下连续间歇性地完成这一过程。
(6) 当设备送料机构在最远端时,按下停止按钮,运行绿色指示灯熄灭。最远端是指将气夹移动到离螺纹顶出器最远的位置。装置在固定点停止。定点位置是指:由信号轴控制,各工作站全开至最大位置,送料机构返回最近端。
(7) 清洁环境和设备以满足CMP要求。将药品放入药斗或布盘中,放下万能给料机,打开万能给料机开关,使万能给料机立刷和滚筒刷转动正常。按下运行按钮后,泡罩包装机启动并等待一段时间的操作,以确认对齐正确。然后,移动振荡开关,使振荡板振动药品进入成型泡罩内的设备,进入正常生产运行状态。









